Strap for Spindle Control
- Excellent flexibility
- Ladder proof
- Perfect adhesion
- Oil and grease proof
- Antistatic quality
- Minimum power consumption

| Spindle driving tapes | Thickness mm. | Weight mm./mt | Coefficent of friction f | Pull for 1% elongation (N/cm) | Maximun width mm. | Welding | Applications | |
|---|---|---|---|---|---|---|---|---|
| Temperature (°C) | Time minutes | |||||||
| COIBENT | 0.80 | 0.65 | red side 0.33 white side 0.26 |
9 | 350 | 140 | 2/3 | Wool spinning and twisting machines |
| BN/R | 0.80 | 0.82 | white side 0.26 black side 0.50 |
13 | 350 | 140 | 2/3 | Cotton and synthetic yarns spinning machines with heavy spindles and two-for-one twisters |
| HST/R | 1.20 | 1 | red side 0.29 green side 0.54 |
18 | 350 | 135 | 3 | Spinning machines with very heavy spindles and very high counterweight load |
| ZETA 1 | 0.65 | 0.60 | red side 0.60 yellow side 0.24 |
50 | 500 | 175 | 2½ | Very high speed (24.000 rpm) cotton and synthetic yarn spinning machines |
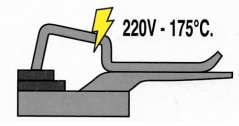
Joining system for Z1
| 1) Connect the pliers to a 220V plug and wait 10 minutes before starting to weld, in order to reach the fixed temperature of 175°C. |
|
|
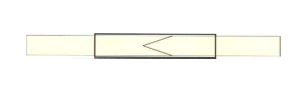
2) Cut the tape according to its working length, as in sketch. |
|
| 3) Insert the two matching ends into the teflon mask, making sure that the yellow side faces the top. |
|
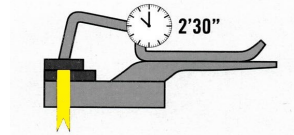
| 4) Press the mask in the heated pliers for 2’30” at 175°C |
|
| 5) Extract the mask and let cool off for 30" before removing the welded tape. |
|